 Proudly engineered in Switzerland
Proudly engineered in Switzerland
DLO-M2_ex density sensor for gases

The instrument for continuous gas density measurement directly in the process – The DLO-M2_ex gas density sensor is the first instrument for precise measurement of gas density based on the revolutionary MEMS Coriolis technology. For the first time, it is possible to continuously monitor parameters such as gas density or gas quality directly in the running process under economically attractive conditions. DLO-M2_ex gas density sensors can be easily integrated into any existing process infrastructure.
How density measurement works
The heart of the DLO-M2_ex gas density measurement system is a MEMS chip with a microchannel that is permanently resonated. The natural frequency of this oscillation depends directly on the mass or density of the fluid flowing through (e.g. gas). The higher the density of the fluid – and thus also its inertia – the lower the natural frequency of the oscillating microchannel. The oscillation frequency is therefore a direct measure of the fluid density.
The DLO-M2_ex largely replaces the Nanomass gas density sensor.
Downloads
Contact
Applications
Monitoring of gas mixture
In many industries, huge quantities of gases and gas mixtures are not only produced every day, but also used for a wide variety of production processes. The exact measurement of gas quality plays an increasingly important role in process monitoring – especially the measurement of gas density. DLO-M2_ex is a high-precision measuring instrument working with innovative MEMS technology that simultaneously measures gas density, pressure and temperature of the medium – around the clock. This opens up unique perspectives for safe and efficient process control:
- Efficient monitoring of mixing processes – for example in the production of two-component gases for welding systems or other manufacturing processes using the integrated concentration package (optional)
- Precise control of admixtures – for example, from air to fuel gas – to optimize the combustion process

1. Welding gas. 2. Gas mixer which mixes the gases used for welding. 3 The DLO-M2_ex density sensor measures the density and pressure of the gas mixture directly in the process. If this deviates from the nominal value, the process can be interrupted immediately. 4. Thanks to the continuous quality control of the gas used, you can weld without rejects.
Biogas – quality monitoring
Measuring:
Monitoring of the final composition of the biogas with DLO-M2_ex gas density sensor before feeding into the grid.
Customer benefit:
- Quality improvement: Better understanding of the process through continuous monitoring.
- Reduction of OPEX: Robust and maintenance-free measurement.

1. Delivery of biomass and preparation for further processing 2. The fermenter or bioreactor where the biomass is cultivated (fermented) under controlled conditions 3. Biogas treatment for feeding into the natural gas grid. After appropriate pressure increase and odorization (addition of the typical natural gas smell) the treated biogas is fed into the natural gas network. 4. DLO-M2_ex for quality monitoring. The biogas consists of 55 to 60 % methane (CH4), a high proportion of carbon dioxide (CO2) and a low proportion of other gases. By separating carbon dioxide and hydrogen sulphide, the biogas, which is processed to natural gas quality, is produced with a methane content of >96%.
Specifications
General
Direct measured variables:
- Density
- Temperature
- Pressure(extern)
Derived measured variables (custom configuration):
- Reference density according to the ideal gas law
- Concentration
Permitted media:
Permitted media are the gases listed below with the following features:
- Non-corrosive
- Absolute humidity < 10 g/m³ (dew point < 11 °C)
- Relative humidity (non-condensing) < 80 %
- helium is not permitted
Permitted gases or mixtures of such gases:
- Nitrogen (N2)
- Oxygen(O2)
- Air
- Carbon dioxide (CO2)
- Argon (Ar)
- Xenon (Xe)
- Hydrogen (H2)
- Methane (CH4)
- Propane (C3H8)
- Butane (C4H10)
- LPG (supplied as gas)
Other media may be used after individual clarification.
Measurement performance
Measuring accuracy::
Density (gases): ±0,1 kg/m³
In the case of field density calibration: ±0.05 kg/m³ (applies following field density calibration under process conditions)
Note: The relative accuracy of the density measurement increases with increasing system pressure.
Temperature (during density measurement): ±0,3 °C
Repeatability:
Density (gases): ±0,05 kg/m³
Temperature: ±0,05 °C
Temperature conditions
Permitted medium temperature:
-40…+60 °C
Permitted ambient temperature:
-40…+60 °C
Permitted storage temperature:
–40…+60 °C
Specifications
Permitted density measurement range:
0 to 30 kg/m³
Permitted process pressure range:
0 to 20 bar (absolute)
Bursting pressure 80 bar (absolute)
Recommended max. flow for complete accuracy:
1 l/min
Filter:
To prevent the micro-channel from clogging, it is advisable to install a filter upstream from the measuring device.
- Recommended filter pore size: ≤15 μm
- Included filter in delivery: ¹⁄₄”-Swagelok in-line filter SS-4F-15
Vibrations:
Due to the high operating frequency of the micro-channel, vibrations (<20 kHz) do not affect measuring accuracy.
Inlet and outlet runs:
Inlet and outlet runs do not affect the measuring accuracy.
Ambient conditions
Climate class:
Not yet defined.
Electromagnetic compatibility:
EMV 2014/30/EU (EN 61326-1)
Vibration and shock resistance:
Not yet defined.
Degree of protection:
IP54 (IEC 60529)
Material
Housing:
Stainless steel:
- 1.4404 (316L)
- 1.4542 (AISI/SUS 630)
In contact with media::
Stainless steel:
- 1.4542 (AISI/SUS 630)
Alternative to stainless steel:
- 4605 (Alloy 59)
BOROFLOAT® 33 glass
Silicon
Epoxy resin
Dimensions / Design
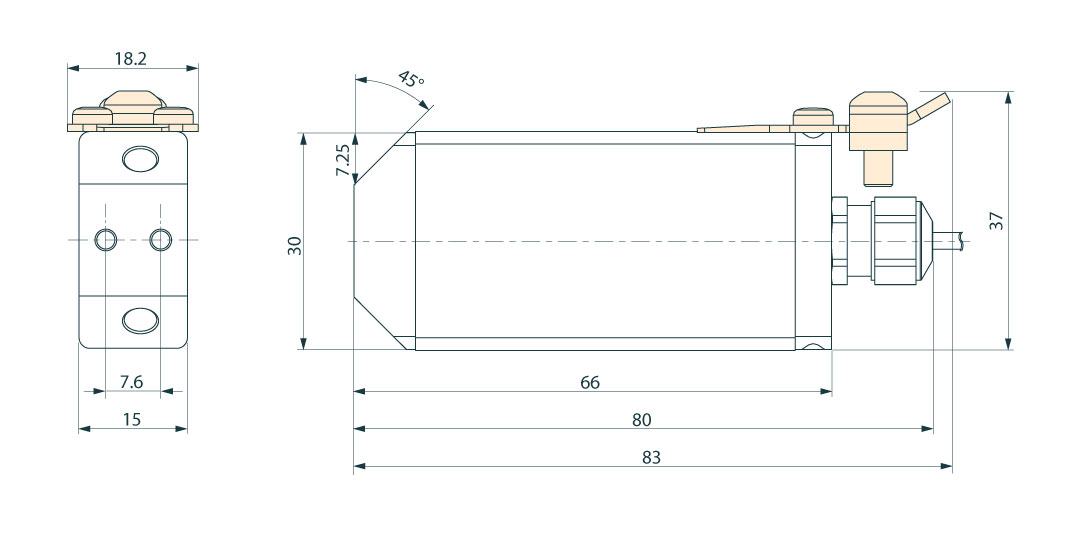
Design: DLO-M2_ex (On the DLO-M2 (not Ex), the clamping bracket on grounding plate with M3×8 TORX screws is omitted – Marked in orange in the graphic.)
Dimensions:
30 mm x 66 mm x 15 mm (without cable, cable gland and connection for protective ground)
Weight:
<200 g
Dimensions of measuring channel:
160 x 200 μm (500 nl)
Fluidic interfaces
Fluidic interfaces:
2 x M5 threaded holes at a 45° angle to the side and front surfaces
Electrical interface
Communication:
Continuous, without the need for an external command.
On the hardware standard RS485.
Proprietary Modbus RTU communication protocol (see data sheet)
Cable design:
Permanently installed cable. Connection cable type KS-Li9YD11Y 4xAWG 28, manufacturer: Kabel Sterner
Cable length:
3 m (option up to 30 m)
Cable external diameter:
2,3 mm
Wire diameter:
4 x AWG 28
Level control:
Digital communication lines and power supply in one common shielded cable, unidirectional, RS-485
Provide termination resistance of 330 Ω on the client side
Energy supply:
Maximum current consumption 26 mA, maximum power consumption 350 mW
Supply: 5 V…13.3 V
Dielectric strength:
The reference potential (GND) is connected to the housing and the earth connection (see product structure). There is no electrical isolation between the supply circuits, the communication interface and GND
Data rate:
Response time 100 ms
Cable assignment:
Wire colour assignment
- yellow – RS485 B, D1
- green – RS485 A, D0
- brown – GND (signal ground), common
- white – VDD (supply voltage)
- blank – shielding
Certificates / Approvals
CE mark:
The density sensor meets the legal requirements of the EC directives. TrueDyne Sensors AG confirms successful testing of the density sensor with attachment of the CE mark.
Directives:
- LVD 2014/35/EU(L96/357)
- EMC 2014/30/EU (L96/79)
- RoHS 2011/65/EU(L174/88)
Standards:
- EN 61010-1: 2010
- EN 61326-1: 2013
- EN 61326-2-3: 2013
- EN 50581: 2012
Product structure

Product structure:
1. pressure sensor with fluidic connection
2. adapter pipe fitting to m5 thread
3. fluid-carrying connector